It often occurs that an amateur, with a taste for mechanics, determines to go in for a small set of tools, and after having laid out four or five pounds at an ironmonger’s, finds by-and-by, to his sorrow, that his judgment has been at fault in two respects—first, in not selecting the tools most suitable for his purpose; and next, in selecting tools of inferior quality.
A few practical hints on these matters may therefore be of use to such as are not trained artisans, but who simply seek, in their workroom, the means of recreation from the real occupation of their lives. Yet even among that former class, of which I am proud to acknowledge myself a member, I trust there will be many who will derive both pleasure and profit from the perusal of the following papers.
I propose noting the principal points to be observed in the selection of ordinary wood working tools, such as are usually required by carpenters, cabinet makers, and pattern makers, and describing also how these tools are to be kept in working order. Good tools may soon be rendered almost unserviceable for want of proper care. I do not mean that they will be spoiled so that they cannot be brought into working trim again, but that they will be unfit, while in that condition, to fulfil the purposes for which they are designed.
These remarks apply, with much greater emphasis, to second-hand tools. Numbers of these find their way to the dealer’s shops and to “mine uncle,”* by reason of their very worthlessness, and even when the tools themselves are good they are usually sadly out of order. In any case, I trust the following hints will be of assistance to many, and form a fitting continuation of the “Common Lathe Tools.” (See “ E. M.,” Vol. XXXIX., p. 45.)
* Mine Uncle’s, a pawnbroker’s ſhop; alſo a neceſſary houſe. Carried to mine uncle’s; pawned.
—A Classical Dictionary of the Vulgar Tongue – Francis Grose 1785
 We commence with saws. One of the first points to be observed here is the presence or absence of winding, or of “buckle” in the plate. To detect such if it exists in a hand-saw, let the teeth of the saw rest lightly on the fingers of both hands, the plate leaning just slightly out of the perpendicular against each thumb, or, better still, hold it upright with the handle lowermost, Fig. 1.
We commence with saws. One of the first points to be observed here is the presence or absence of winding, or of “buckle” in the plate. To detect such if it exists in a hand-saw, let the teeth of the saw rest lightly on the fingers of both hands, the plate leaning just slightly out of the perpendicular against each thumb, or, better still, hold it upright with the handle lowermost, Fig. 1.
The eye is then cast over the face of the plate, to detect, if possible, any winding on its surface. If none exists, Fig. 2, well and good. Then keeping the saw in the same position, glance at the set-that is, note whether the teeth stand out at an equal distance from the face of the plate all the way down, and likewise on both sides.
Then, holding the handle in the right hand, with the narrow end of the blade away from the eye and steadying with the left, look down both edges of the blade in succession in a longitudinal direction, to see that there is no “kink,” or crookedness, or buckle lengthways, and at the same time cast the eye down the teeth to see if their cutting points show a level, or rather, a slightly rounding face.
Once more, holding the handle of the saw in both hands, with the flat of the blade lying horizontally, shake the latter up and down and judge by the sense of touch and by the sound whether the plate is strained or no. If strained, there will be a jerky vibration, like that of a plate of tin which has been unequally hammered, and there will be emitted the same peculiar rattling sound. Lastly, examine the handle to see that the grain is not “cross” or “crooked,” and that the substance of wood is not too thick for the hand which has to use it, for a thick handle, when grasped continuously, tires the hand very much.
Of the temper you can scarcely judge, except by trial, though presumably a saw with plenty of “spring” is a good one. Near the handle, however, a saw should not spring much, as that is a sign of weakness. If, on setting the saw, you find the teeth break off, it is too hard, and should, if purchased new, be exchanged. A hard saw, however, that would not stand the amount of set required in a cross cut, will sometimes make a good rip, or half-rip for going down the grain, because, in the latter case, the amount of set required is very slight. But where one saw only is kept, and that for general use, its brittleness will condemn it.
Latterly, I think, the tendency has been to go to the other extreme, and to make saws rather too soft, so that a good well-tempered saw, not too brittle on the one hand, nor losing its edge too rapidly on the other, is worth a Jew’s-eye* to its possessor. And it is worth noting that the highest-priced saws do not always turn out to be the best.
* Jew’s Eye, that’s worth a Jew’s eye, a pleaſant or agreeable ſight, a ſaying taken from Shakeſpeare.
—A Classical Dictionary of the Vulgar Tongue – Francis Grose 1785
The same remarks as to buckle, set, and temper apply to tenon and to dovetail saws, and the only special remark to be made in reference to these concerns the back, which is made in iron or brass, the latter being the heavier and the more expensive of the two. A tenon saw is always required heavier after the rate than a hand saw, because the whole weight of the saw presses dead on the cut, instead of at an angle, as is the case with the latter, where the hand of the workman being more over the teeth is capable of exerting greater pressure upon them. In delicate cutting, in fact, it is often necessary to relieve the saw of a portion of its weight. But in most cases the heavier back is preferable, especially when the teeth become somewhat dulled by use, and the extra shilling or so is well laid out.
There is a marvellous difference between a saw systematically set and properly sharpened, and one irregularly set and carelessly sharpened. The one cuts the stuff sweetly and easily, and the other works harshly and hitches, and requires besides more manual exertion during the process.
The uniform set of a saw, therefore, far from being a trivial matter, is one of the utmost importance. For if the set be not uniform, two or three evil consequences follow. If, for instance, the set is irregular, some teeth standing out a little farther than others all down the line, the saw will hitch every now and again, jarring one’s arms terribly, and trying one’s temper.
If, again, the set is regular, in so far as each side is concerned, but is not bilateral, that is, if all the teeth on one side stand out a little farther from the plate than those on the other side, the saw will run, or, in other words, manifest a tendency to cut to one side of the line.
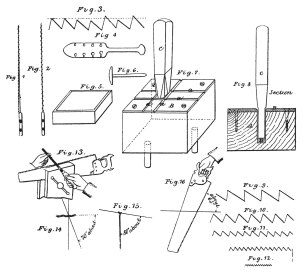
Similar results follow also when a saw is buckled. Again, when the tips or points of the saw teeth are not in line, but standing at various heights (Fig. 3), there is still a readiness to hitch, more particularly in hard wood than in soft, and there is, besides, a loss of economy, because each tooth is not doing its fair share of work, but only those which stand the highest.
In these days, when almost every shop has its band and circular saws, there is less chance than ever for an apprentice to learn how to keep his saws in order. When I went to the trade, one of my earliest lessons was one in saw sharpening. I well remember how soon I managed to get all the teeth down one side of the saw bigger than all those on the other, forming “cows and calves,” and the remark of the foreman that he supposed I wanted one side for thick stuff and the other for thin.
I served seven years without touching a machine saw, except an old “jigger” that was more plague than profit. Now, my apprentices never use the hand saw at all, except for cutting off stuff in the timber rack, since the circular and the band saws do all they want. And in many larger shops there is now no chance to use any saw at all, since even the machine saws are worked by a man kept expressly to attend to them.
The setting of a saw may be performed in two or three different ways. One is by means of a steel set, Fig. 4. Here the slit adapted to the saw in hand is slipped over a tooth, suitable force is applied to the set, and the tooth is thereby bent over. All the teeth leaning in one direction are thus bent in succession, after which the saw is turned round, and those leaning in the opposite direction are then operated upon, the saw being held either in a vice or by the hand during the process.
The disadvantage attendant upon the use of this form of set, and it is a very grave one, is, that in the hands of any but a very skilful workman, the setting will not be regular, by reason of the absence of any mechanical guide.
This evil is obviated by the use of an iron block like that shown in Fig 5, having edges bevelled to suit different quantities of set. The saw is held on the flat of the block, with the teeth leaning over their appropriate bevelled edge, and each alternate tooth is tapped in succession with the point of a small hammer, called a setting hammer, the width of whose striking face must be somewhat less than the breadth of a tooth. Fig. 6; then the saw is turned over and the same operation repeated down the other side.
Any flat cubical block may have its edges filed and be made to do duty as a setting block. A saw may be set very well on the end grain of a block of hard wood, no bevel being given to the block, the workman trusting to his sense of touch when delivering the blow for imparting uniformity of set; in which case an intervening punch is preferable to the direct hammer. Of course the yielding nature of the wood permits the teeth to bury themselves to the slight amount desired, and the results are more satisfactory than those obtained by the use of the plier set, though not equal to those yielded by the metal block.
This last is modified into a more complete form in Fig. 7 (Fig. 8 section) where A is a block of hard wood: B is a plate of steel grooved with four different sets, a, a, &c.; C is a steel punch dropping loosely into a hole, in the bottom of which is an indiarubber cube, D, which keeps the punch just above the saw teeth, which cube, however, yields readily to the pressure of the punch when it is tapped smartly with a hammer.
In this case it is the punch which is brought down upon the saw teeth instead of the hammer itself, an advantage which is at once apparent to those who have experienced how a falsely directed blow will often knock two consecutive teeth, instead of alternate ones, in the same direction. Here the tooth is brought close under the punch, before the latter is struck, so that it is impossible to mistake one’s aim. The four faces of the punch being bevelled to correspond with their respective set angles, and being duly proportioned in size for larger or smaller saws, simply bend the teeth without thinning them down at the points, and are capable of setting band saws, hand saws, small circular, panel, and tenon saws.
This is an amateur’s dodge, for a professional saw setter would prefer the setting hammer and bevelled block as being quicker in its operation; and in most cases, I believe, they use a “setting horse”—a block of iron, with a rounding face, on which the amount of set is given by varying the angle at which the flat of the saw is laid upon it.
A rip or half-rip saw is the proper tool for cutting thick planking of soft wood down with the grain, and it has the least amount of set of any saw—proportional to size, of course. But a saw having smaller teeth, called distinctively a “hand saw,” is that in commonest use, and is the one generally used as a “cross cut,” that is for cutting planks and boards across the grain fibres, and then it will contain the greatest amount of set, and most of all for soft wet woods.
Fig. 9 shows the teeth of a rip saw to full size. Fig 10 that of a half-rip, and Fig. 11 that of a hand saw for cross cutting. Below, Fig. 12, are shown the teeth of a tenon and of a dovetail saw. A rip contains about two and half teeth to the inch, a half-rip three and a half, a hand saw four and a half to five and a half, a panel saw seven or more, a tenon saw ten, a dovetail saw sixteen to twenty.
Many joiners have to keep saws for special woods and for special purposes: then those for the softer woods should possess more rake (Fig. 9), than those for the hard woods (Fig. 11), the former approaching the shape of a right-angled, the latter that of an equilateral triangle. One saw only, kept for general use, should be of the latter form, or, mid-way between the two.
In sharpening saws, the file is never held square with the faces of the saw plate, except with those intended for hard woods—teeth filed like that would bear across their whole width and work heavily. The proper way to hold the file is as in the Figure 13, the two sketches (14 and 15) showing the plan angles, and the angle with the vertical which the file makes. This makes the actual cutting points come in the extremities of the set, and the saw works with the minimum of friction. If, however, the angle be too acute the teeth lose their points rapidly, and if not uniform the saw will run.
During sharpening the tool is held in a vice, having long jaws of wood, and the teeth are kept barely above its edges, to prevent vibration. Then, the teeth are not filed consecutively but alternately, all the teeth having set in one direction, and leaning away from the workman are filed first, after which the saw is turned round in the vice, and the opposite set is sharpened. Thus the hands become accustomed to holding the file to a uniform bevel, which would not be the case did they alternate their position with every tooth.
Before commencing to sharpen, it will be well to run the file lightly down the points of the teeth to “top” them, or bring them to a level. The angles at which the teeth are sharpened are more acute for soft than for hard woods; many men, in fact, sharpen square for hard wood, and when we come to the hack saw for metal, the teeth are always square.
In using a hand saw, though so much depends upon the way in which it is sharpened and set, much also depends upon the way in which it is held. It should not be forced, which will result in buckling and bending, but should be allowed to work freely. The greater pressure should be given when it has fairly started on its downward course, not in the initial part of the stroke, and in order to prevent the tendency to hitch, the teeth in rip and half-rip saws are graduated, those near the bottom being not more than half the size of those nearer the handle.
The eye should be cast down the blade from time to time, to see that it is not being drawn out of the perpendicular—a trouble which most beginners experience. The angle at which it should be held is somewhere about that shown in Fig. 16. If the pitch is very upright, the elbow has to be lifted so high as to cause weariness; if very low, power is lost. The body should not be allowed to roll about much with the saw. Too much of that sort of thing wearies the workman without forwarding the work. Thrust from the shoulder, giving full play to the arm and elbow, but move the body only so much as is necessary and natural.
Hand saws vary greatly in price, 24in. ranging from 4s. 6d. to 7s. 6d. each, with different manufactures. But a good useful tool can be purchased for 4s. 6d. or 5s. Rip saws are larger and somewhat dearer. A 10in. tenon saw, iron backed, will cost from 8s. 3d. to 4s. 6d., brass backed from 4s. to 5s. A 14in. iron backed will average about 4s. 6d., brass backed 6s. to 7s. They can be had much cheaper, but are not to be commended.
English Mechanic and World of Science – August 15, 1884
—Jeff Burks